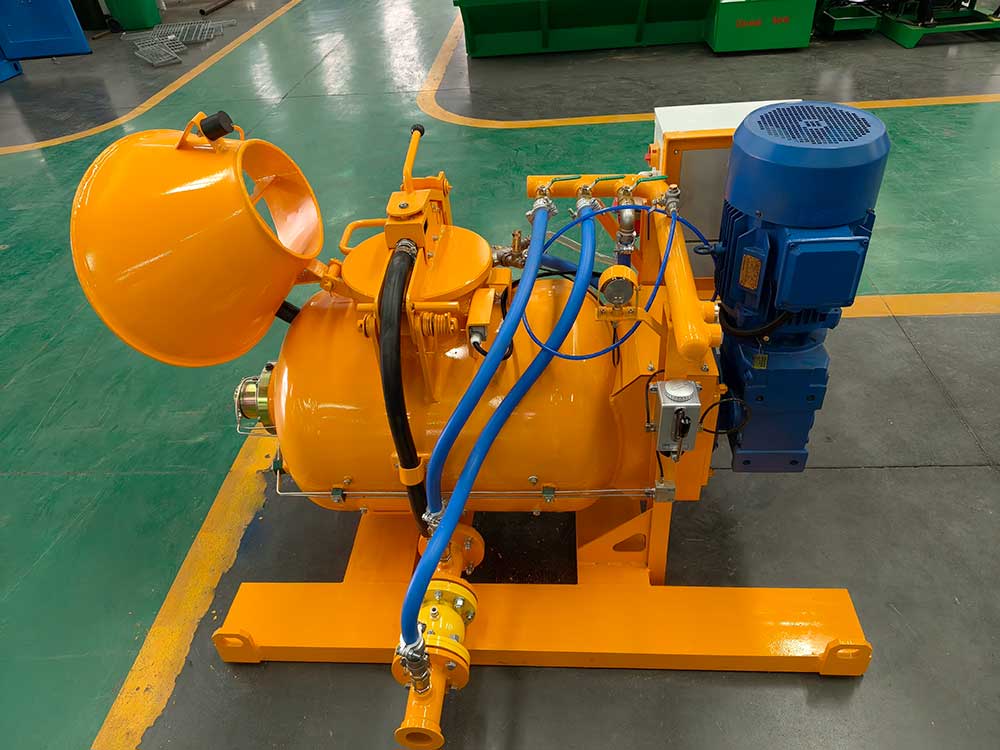
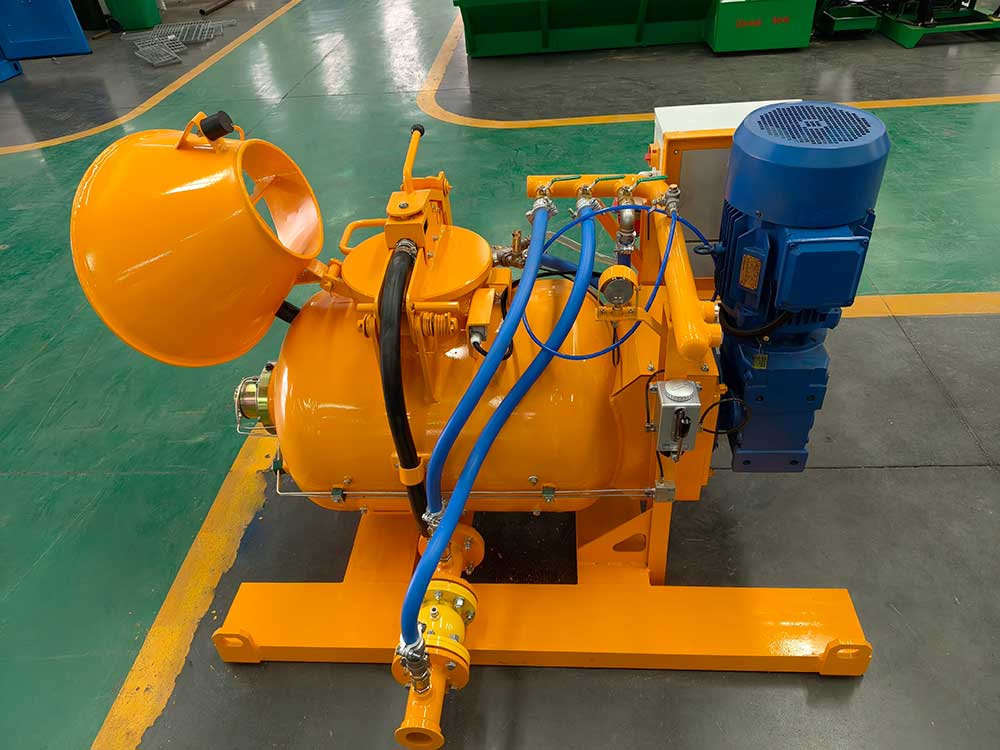
Pneumatic concrete conveyor pump
The HWDPX200 pneumatic concrete conveyor pump is equipped with a reliable 11kW electric drive system, combining material mixing and conveying functions in a single unit. Thanks to its key advantages of ease of operation, low maintenance costs and wide adaptability, it has become a high-quality, professional and cost-effective construction solution for applications such as floor finishing, infrastructure projects and roofing works.
The HWDPX200 pneumatic concrete conveyor pump is equipped with a reliable 11kW electric drive system, combining material mixing and conveying functions in a single unit. Thanks to its key advantages of ease of operation, low maintenance costs and wide adaptability, it has become a high-quality, professional and cost-effective construction solution for applications such as floor finishing, infrastructure projects and roofing works.
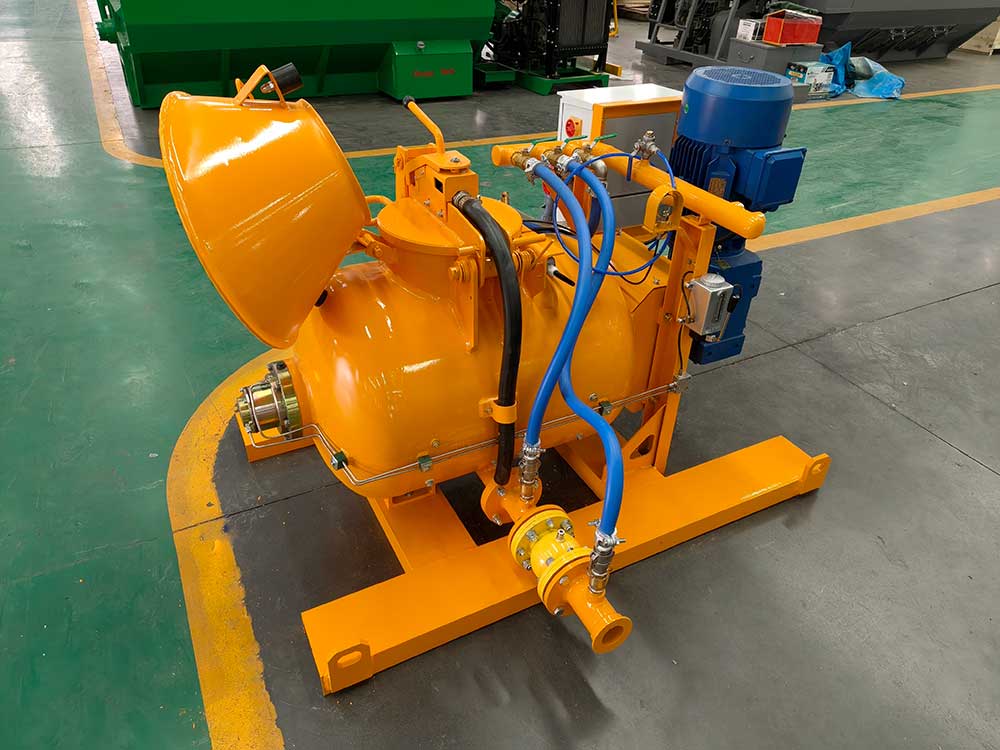
The HWDPX200 concrete conveyor pump is an electric-powered pneumatic conveying unit equipped with a dedicated pressure tank. With an effective tank capacity of 200 litres and a total tank capacity of up to 250 litres, it ensures continuous construction efficiency whilst maintaining a compact design. Measuring 1.55 × 1.55 × 1.25 m and weighing just 668 kg, the unit is compact and lightweight, offering exceptional adaptability to various site conditions. It is highly convenient to transport and deploy on-site, significantly reducing the complexity of site layout.

In terms of core construction performance, this equipment performs exceptionally well. With a rated output capacity of up to 4 m³/h and equipped with a stable pneumatic conveying system, it achieves a horizontal conveying distance of up to 100 m and a vertical conveying distance of up to 40 m under standard operating conditions, fully meeting the material conveying distance requirements for the vast majority of small and medium-sized projects. The conveyor pump operates within a pressure range of 0.2–0.4 MPa, whilst the hopper can withstand a maximum pressure of 0.8 MPa. The pressure system is stable and safe, ensuring smooth and reliable operation, effectively preventing construction faults and guaranteeing long-term continuous operation.
As a pneumatic conveying unit, the HWDPX200 pneumatic concrete conveyor pump requires a site-based air compressor for operation. The unit is designed to utilise a compressed air flow rate of 4–6 m³/min, making it compatible with the majority of standard construction air compressors available on the market and offering excellent compatibility. Compared to traditional screw pumps and piston pumps, this conveyor pump overcomes the material limitations of conventional pumping systems. It is perfectly suited to a wide range of semi-dry materials and wet mixtures, whilst also capable of conveying dry materials that cannot be pumped by standard pumps. Its range of compatible materials far exceeds that of traditional conveying equipment, leading the industry to refer to it as a ‘multi-purpose aggregate conveying pump’.

Under standard operating conditions, the conveyor pump can handle materials with a maximum particle size of 16 mm, making it suitable for a wide range of commonly used construction materials, including sand and gravel, standard mortar, fine-aggregate concrete, masonry mortar, cement-based screed mortar, gypsum-based screed mortar, crushed stone, roofing materials and earthworks. Following a simple structural modification, and when fitted with large-diameter delivery hoses and a discharge bracket, the equipment can handle materials with a maximum particle size of 32 mm. It can be flexibly adapted to diverse construction requirements, serving multiple purposes with a single machine and significantly reducing equipment procurement costs.
The HWDPX200 pneumatic concrete conveyor pump is the preferred core equipment for small to medium-sized infrastructure projects, floor renovation, roofing works and earthworks, balancing construction efficiency, cost-effectiveness and practicality.